The emergence of cutting-edge technology and the digital age have caused significant changes in modern production over the past 20 years. One of these modifications is the transition to Industry 4.0, or networked production.
Connected manufacturing is a business technique that leverages cloud computing to collect operational and business data, aiding manufacturers in streamlining their processes. By providing organizations with end-to-end process insight, cloud computing enhances the connections between their employees, equipment, and supply chains. This comprehensive overview enables greater efficiency, control, and customer satisfaction. Real-time, comprehensive data is promptly gathered and reported to the facility, department, or specific team member. By clearly understanding how their roles impact the company, management and staff can collaborate to enhance the effectiveness of specific processes. Through connected manufacturing, businesses can improve uptimes, reduce operating expenses, and offer better services.
The possibility of job loss is one issue that is frequently raised when discussing connected manufacturing. Forward-thinking executives often acknowledge the significance of human workers in digitalizing the industrial sector. Consequently, they prioritize educating their staff about these modern technologies. These advancements enhance the capabilities of the human workforce, yielding positive outcomes. Businesses are increasingly investing in upskilling their employees to enable them to optimize and enhance their work using new technology. Through the implementation of smart connected factories, human employees can shift their focus to more critical aspects of the business, eliminating mundane tasks.
Manufacturers must ensure the implementation of security measures at each data acquisition, storage, and exchange point. As technology tools become increasingly complex and interconnected, these measures are essential for minimizing risks.
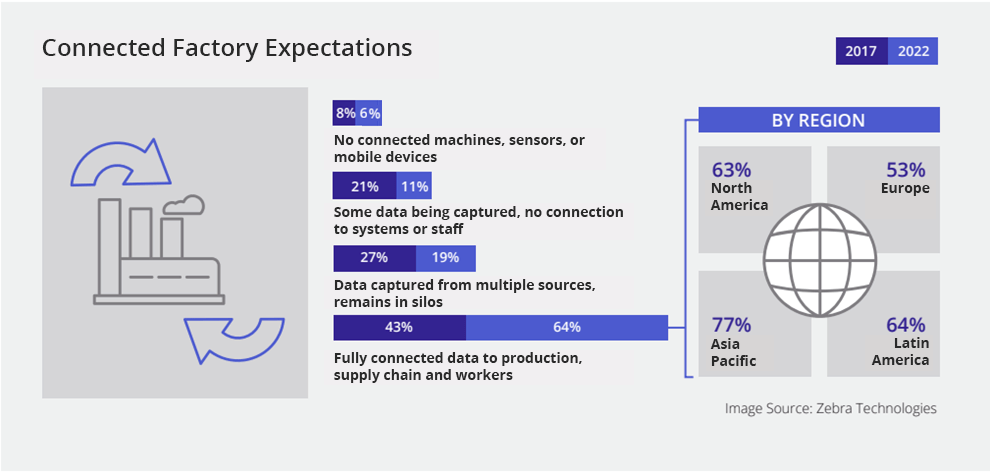
The graphic below shares some of the expectations of connected factories by comparing the year 2017 with 2022.
Here are some of the key advantages of connected manufacturing:
A connected supply chain is indispensable for the success of connected manufacturing. When a manufacturing company’s supply chain is fully connected from start to finish, it provides complete visibility into suppliers, customers, transporters, outsourcing partners, and other trading collaborators. Integrated supply chain operations with production enables manufacturers to anticipate consumer demands and supply chain requirements better.
Connected supply chain techniques lead to heightened responsiveness and intelligence throughout the supply chain. Manufacturers can make informed decisions about their supply chain more swiftly and effectively, thanks to real-time data collected and shared among supply chain partners. Through the comprehensive collection of operational supply chain data, manufacturers optimizing supply chain connectivity gain the knowledge needed to prevent supply chain disruptions and exceed consumer expectations proactively.
The industrial sector is currently undergoing a profound transformation driven by digital advancements. These global digital changes are reshaping the sector much like the Industrial Revolution had a profound impact on manufacturing in the past. Nowadays, the majority of manufacturers are adopting technologies that shift from mass production to customized production, and this shift is happening at a rapid pace. It’s evident that digitalization holds immense potential for the manufacturing sector and has the capacity to reshape every aspect of a manufacturing company fundamentally.
Especially with the integration of technologies like IoT, cloud computing, advanced analytics, and the latest production trends, manufacturing factories have undergone a complete transformation. Manufacturers are revamping their operations with the assistance of IoT technologies and ERP systems.
Manufacturing leaders can make better decisions with objective, current market data, thanks to connected intelligent machines and IT systems. They can also manage inventories in real-time, change procedures, and spur innovation to keep up with demand. These highly interconnected networks of unrestricted data flow make it possible for manufacturers to work with quicker turnaround times, create a tighter connection between supply and demand, create new business models when possibilities and market demands arise, and quicken the launch of new products.
To benefit from these clever technologies, your organization no longer needs to be enormous. For instance, small, medium, and even large manufacturing units employ cloud ERP software, and each has reaped significant benefits.
Even if you might think that business is steady right now, constant change is necessary to remain relevant. Trends such as increased shop floor technology, additive manufacturing, cloud computing, analytics, mobility, and the Industrial Internet of Things (IIoT) will continue to proliferate as we move closer to Industry 4.0 and beyond. Businesses will gain a significant advantage when inevitable market shifts occur if they embrace a connected manufacturing strategy now. The agility and adaptability offered by connected manufacturing provide businesses with a competitive edge and better equip them to make informed, strategic decisions. Businesses that delay the adoption of a new strategy until there are clearer signs that the moment is right will lag behind those that take action immediately.
The significance of connected manufacturing in corporate performance will continue to grow as our comprehension of Industry 4.0 manufacturing adoption expands. Assessing your connectivity and processes is imperative if you wish to maintain a competitive edge. If you are prepared to discuss how connected manufacturing solutions can prepare your company for the forthcoming changes, we can provide guidance on your journey.