
Manufacturing units deal with hefty production defects in each cycle, and how to effectively rectify those defects is a challenge. The Material Review Board (MRB) solves this by providing a structured, cross-functional process to evaluate and disposition non-conforming materials: fast, consistently, and with full traceability.
This article explains how MRB works, who is involved, the five-step workflow, standard disposition categories, and why digitizing MRB within a Smart Factory QMS ecosystem transforms it from a reactive paperwork exercise into a real-time operational advantage.
Navigate to section
- 1. What is the Material Review Board (MRB) in Manufacturing?
- 2. How the MRB Process Works in Manufacturing
- 3. MRB Disposition Categories
- 4. Roles and Responsibilities on an MRB
- 5. Significance of MRB in a Smart Factory Ecosystem
- 6. How MRB Improves Operational Efficiency
- 7. Common Challenges of MRB and How to Deal with Them
- 8. Final Thoughts
Production is done right, quantity is checked, but what delays the delivery is the slower quality checks and the rectifying procedure. Walk into any manufacturing plant, and you will quickly notice one common challenge:
"What happens when things go wrong on the shop floor?"
A batch fails inspection. A component does not meet specifications. A supplier part shows variation. At that moment, production teams are forced to pause, decisions get delayed, and uncertainty spreads across operations.
This is where most manufacturers struggle, not detecting defects, but in deciding what to do next, quickly and correctly. But what separates high-performing plants from the rest is how quickly and consistently they decide what to do next. In many plants, this decision-making process is still fragmented. Quality teams rely on emails, spreadsheets, or disconnected systems. Engineering, production, and quality work in silos. As a result:
- Non-conforming materials sit idle for hours or days.
- Decisions depend on the availability of key personnel.
- Traceability becomes difficult during audits.
- Rework, scrap, or deviation decisions lack consistency.
This is exactly the gap that a Material Review Board (MRB) is designed to fill. Traditionally, MRB has been treated as a reactive review step, often manually, slow, and dependent on people's availability. But in a modern manufacturing setup, especially within Smart Factory ecosystem, MRB becomes a structured, traceable, and system-driven process within the QMS layer.
In this article, we will break down MRB from a practical manufacturing perspective: how it works, where it fits in QMS, and how digital MRB transforms operational efficiency.
What is the Material Review Board (MRB) in Manufacturing?
A Material Review Board is a cross-functional team responsible for evaluating and dispositioning defective or nonconforming materials, components, and work-in-progress. In formal terms, the MRB is "responsible for reviewing and disposing of non-conforming incoming material, WIP, or finished products on a regular or urgent basis."
In practice, it brings together quality engineers, production leads, design engineers, and procurement or supplier quality representatives, each contributing their expertise to decide the best course of action for a flagged part or batch.
The MRB isn't a standalone process. It's a formal pillar of a company's Quality Management System (QMS), aligned with standards such as ISO 9001:2015 (Clause 8.7 on nonconforming outputs), IATF 16949, and AS9100. These standards require documented controls, traceability, and clear disposition records for out-of-spec parts, all of which an active MRB delivers.
In today's smart manufacturing environments, MRB processes are increasingly integrated into MES/QMS software platforms, enabling faster decision-making, real-time visibility, and audit-ready traceability from the shop floor to the top.
How the MRB Process Works in Manufacturing
The MRB follows a disciplined, step-by-step workflow that moves swiftly without sacrificing rigor.
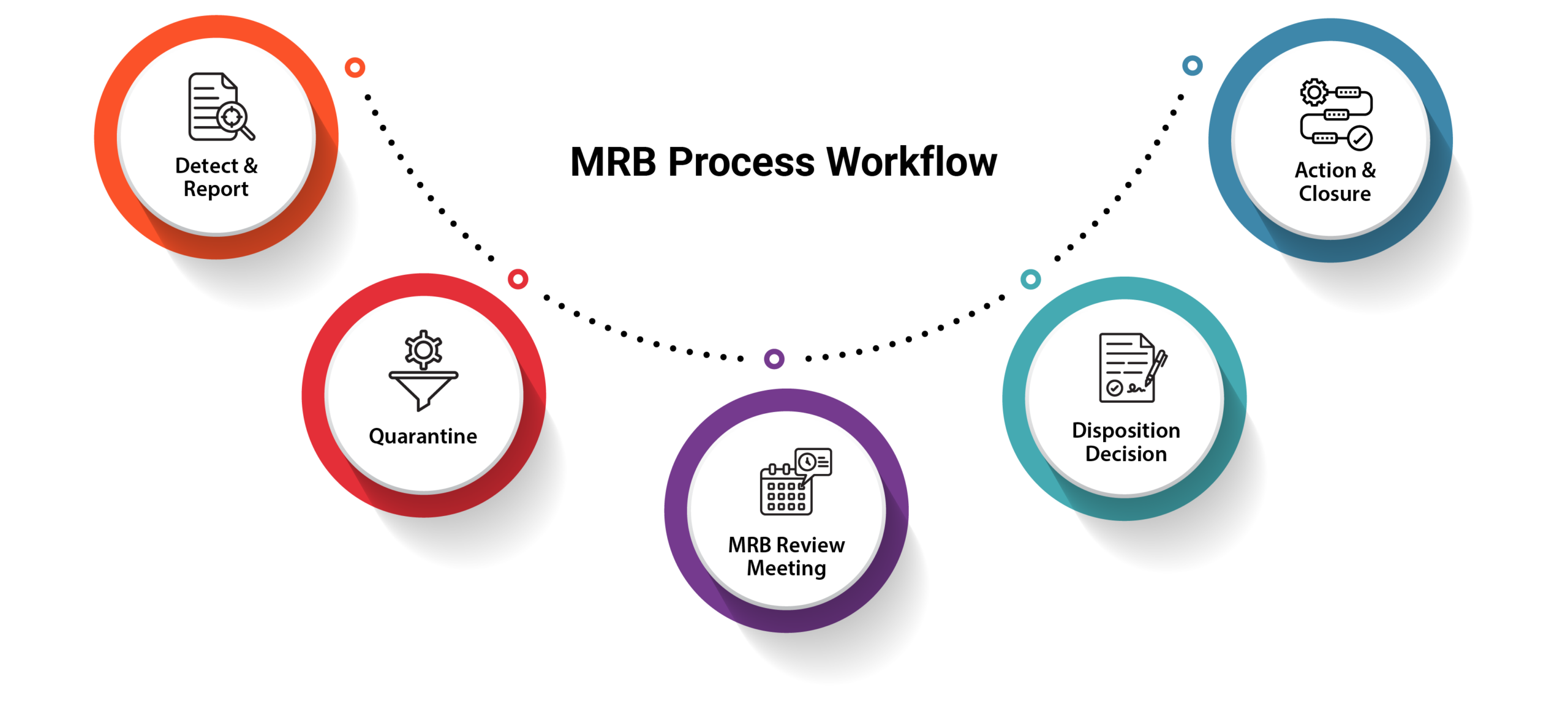
1. Detect & Report
A line operator, automated inspection system, or IoT sensor flags a defective part or batch. A Non-Conformance Report (NCR) is generated, capturing the discrepancy, batch number, inspection data, and any other relevant details.
2. Quarantine
The suspect material is physically separated from the production flow, clearly identified, and placed on hold, preventing it from advancing downstream by accident.
3. MRB Review Meeting
The MRB convenes either on a set schedule (daily or weekly) or on demand, depending on urgency. Each representative examines the NCR and supporting evidence, bringing their perspective on technical feasibility, cost impact, production schedules, and compliance risk.
4. Disposition Decision
The board reaches a consensus on the material's fate. The decision is formally documented and signed by all members for accountability.
5. Action & Closure
The agreed disposition is executed, whether that means reworking, scrapping, or returning the material. The NCR is updated, and any follow-up actions (such as supplier corrective action requests) are tracked to closure.
This process is designed to make the right decisions about non-conforming materials quickly and reduce scrap and rework where possible, preventing a backlog of delayed process that slows down production.
This process is designed to make the right decisions about non-conforming materials quickly and reduce scrap and rework where possible, preventing a backlog of delayed process that slows down production.
MRB Disposition Categories
One of the MRB's most critical functions is choosing the right outcome for each non-conformance. The standard options are:
| Disposition | When It Applies |
|---|---|
| Use-As-Is (Concession) | The part still meets safety and functional requirements despite a deviation. Engineering sign-off or customer approval is typically required. |
| Rework / Repair | The defect can be corrected within production schedules, and rework is more cost-effective than scrapping. |
| Engineering Change | Adjusting a design or process accommodates the defect without compromising function. |
| Return to Vendor (RTV) | The nonconforming material is sent back to the supplier for credit or corrective action. |
| Scrap | The defect critically affects form, fit, or function, and rework is not viable or economical. Every decision weighs cost, delivery impact, and customer expectation. Recurring scrap or returns don't just result in a disposition; they trigger supplier audits or CAPA (Corrective and Preventive Action) processes to eliminate root causes and prevent recurrence. |
Roles and Responsibilities of MRB in Manufacturing
MRB ensures the highest quality standards within the manufacturing operations, hence every person included in the board needs to have extensive manufacturing understanding and accredited. Here's who typically sits at the table and why:
1. Quality Manager (MRB Chair)
Leads the process, schedules meetings, maintains NCR records, and ensures every non-conformance is properly investigated and closed. Often, the primary point of reference is ISO or AS9100 compliance.
2. Engineers
Provides technical analysis of the defects. Engineers determine whether a part can be safely used, reworked, or requires a design change.
3. Production/Operations
Offers shop-floor context: how the defect occurred, realistic fixes, and whether rework can be absorbed without disrupting delivery schedules.
4. Procurement/Supplier Quality
Manages supplier-side implications: evaluating vendor performance, negotiating returns, and ensuring future orders meet specifications.
5. Additional Stakeholders
Depending on the industry and criticality, this may include regulatory representatives, program managers, or even customer liaisons.
The cross-functional nature of the MRB is its strength. Each member brings a different perspective on the table: risk, cost, feasibility, schedule, ensuring well-rounded, defensible decisions. In lean manufacturing cultures, this also means asking:
Can we recover this batch intelligently?" before defaulting to scrap.

If your MRB decisions live in a spreadsheet, you’re losing the link between a defect and the work order that produced it. Smart Factory MOM integrated MRB process with further production on the shopfloor.
Significance of MRB in a Smart Factory Ecosystem
The shift to digital MRB is one of the considerable aspect of Smart Factory Solutions. When the MRB is integrated into a factory's QMS, MES, or ERP platform, entire production process transforms, all for the better:
- Automated NCR Creation
IoT sensors, barcode scanners, and vision inspection systems can automatically generate NCR records the moment a defect is detected: no manual data entry, no delay.
- Real-Time Collaboration
MRB members across departments or even remote sites can review defects, discuss dispositions, and approve decisions through a shared digital dashboard. Notifications ensure that the right people act immediately.
- End-to-End Traceability
Every review, decision, and approval is timestamped and stored. Audits become straightforward; records are complete, unambiguous, and searchable.
- CAPA Integration and Analytics
When a root cause is identified, a corrective action can be launched directly from the MRB record. Historical non-conformance data can be analyzed to reveal quality trends, identify chronic issues, and prioritize improvement efforts.
A digital MRB doesn't change who does the work; it removes the delays. As one industry platform notes, it means "everything stays visible, and traceability takes care of itself."
Case studies from smart manufacturing environments report that replacing paper-based MRB tracking with digital systems has led to measurable cost savings, reduced rework rates, and significantly faster disposition cycles.
How MRB Improves Operational Efficiency
MRB observes every operation or quality challenge with efficacy and right analysis. This helps to manage the defects intelligently while actively improving factory performance. Here’s how MRB adds to the operational efficiency of the manufacturing unit:
1. Reduced Scrap and Material Waste
By carefully evaluating every option, the MRB often salvages parts that would otherwise be discarded. Automated systems catch defects earlier, before entire batches are affected.
2. Faster Decision Cycles
Digital MRBs can convene and reach decisions within hours instead of days, minimizing production stoppages and keeping lines moving. Factories without a formal MRB often end up with "scrap parts sitting around gathering dust" with no clear ownership.
3. Consistent Quality Outcomes
Standardized processes and software-enforced workflows ensure that similar defects are handled consistently, eliminating the variation and rework loops that result from ad hoc decision-making.
4. Data-Driven Continuous Improvement
MRB data is a goldmine for quality improvement. Linking dispositions to 8D reports, FMEAs, and CAPA workflows help teams systematically address root causes, raising first-pass yield over time.
5. Regulatory and Customer Confidence
In aerospace, automotive, and medical device manufacturing, a documented, auditable MRB process is not optional; it's expected. It demonstrates that non-conformances are being managed with rigor, reducing the risk of costly recalls or compliance findings.
Common Challenges of MRB and How to Deal with Them
While the MRB is imperative for better productivity on shop floor, it deals with certain challenges in the process. Let’s understand MRB challenges and how to deal with them in the right way.
- Disconnected documentation
NCRs managed in spreadsheets or paper logbooks lead to version confusion and delayed approvals.
- Manual routing
Chasing email signoffs can stretch a decision that should take hours into one that takes weeks.
- Unclear authority
Without a defined MRB chair and clear decision criteria, borderline cases can drag indefinitely.
Best practices to address these:
- Centralize everything in a single QMS platform
One source of truth for NCR creation, review, and disposition.
- Define a clear MRB charter and SOPs
Document scope, membership, quorum requirements, and decision criteria. Train everyone involved.
- Review frequently
Even brief daily check-ins prevent a backlog. No material should wait long for a decision, especially when supplier feedback is time-sensitive.
- Connect MRB to the broader QMS
Link dispositions to CAPA, risk assessments, and audit findings so quality insights flow in both directions.
Final Thoughts
The Material Review Board is more than a quality checkpoint; it's a decision engine at the heart of a manufacturer's quality culture. When it's running well, it reduces waste, aligns teams, accelerates production recovery, and generates the data needed to prevent the same issues from recurring.
In a smart factory, a digitized MRB takes this further by integrating with shop-floor systems, enabling real-time decision-making, and turning every non-conformance into a learning opportunity. For manufacturers serious about operational excellence and audit readiness, building a robust, technology-enabled MRB process isn't just good practice; it's a competitive advantage.
Quality is undeniable for any manufacturing unit. Explore how our MRB supported QMS software works for your industry requirements. We’ll show you exactly how MRB dispositions, traceability, and CAPA work together on the platform.
- An operator or inspector flags material that fails to meet specifications and tags it as nonconforming.
- The material is segregated to prevent it from reentering production, then logged with details on the part, lot, work order, and defect type.
- The MRB reviews the record, assigns a disposition, and documents the justification.
- Once the disposition is executed, the record is closed and, if the nonconformance points to a systemic issue, it is routed into a CAPA for root-cause investigation.
- Average disposition cycle time
- Repeat nonconformance rate
- Scrap-to-rework ratio