Webinar
45 Minutes
Join Our Exclusive Webinar : How Real-Time Production Scheduling Improves On-Time Delivery
Join Our Exclusive Webinar : How Real-Time Production Scheduling Improves On-Time Delivery
Join Our Exclusive Webinar : How Real-Time Production Scheduling Improves On-Time Delivery
- Functionalities
- Industries
- Services
- Resources
-
-
- Manufacturing Knowledge Base
- What is Smart Factory?
- What is Manufacturing Operations Management (MOM)?
- What is a Manufacturing Execution System (MES)?
- What is Production Scheduling in Manufacturing?
- WHAT IS ADVANCED PLANNING AND SCHEDULING (APS)?
- What Is OEE in Manufacturing and How Can It Be Improved?
- WHAT IS CONNECTED MANUFACTURING (IIoT)?
- Manufacturing Knowledge Base
-
-
- Company
- Schedule demo
What Is OEE in Manufacturing and How Can It Be Improved?
Introduction
In a world of competitive globalized markets based on continuous competition, understanding a company’s performance becomes crucial to finding paths for improvement. For this, the best compass that shows you the direction it is taking is, without a doubt, the OEE (overall equipment effectiveness). OEE is the key indicator of par excellence in manufacturing.
Any modern manufacturing industry continually seeks to achieve maximum efficiency and productivity is crucial. This is where manufacturing OEE serves as a reflection and essential metric, helping organizations: Analyze, understand, define and improve the performance of their production processes.
Simply put, OEE measures how effectively your company is conducting its manufacturing operations, based on three main evaluation pillars: availability, performance and quality.
What Is OEE?
Created by Seiichi Nakajima as part of his TPM (Total Productive Maintenance) methodology, the term OEE is an abbreviation for “overall equipment effectiveness” and is considered a metric used in industry to measure the effectiveness of the execution of manufacturing processes.
Generally speaking, due to its use, OEE in manufacturing is a key performance indicator, expressed as a ratio (percentage) metric. The same ones are obtained by multiplying the radius of its calculation pillars, which are Availability, Performance, and Quality.

OEE Availability
Measures the percentage of scheduled time that the equipment is available to operate. Discuss downtime.

OEE Performance
Evaluates how well the machine operates when it is running. Highlight cycle time and speed.

OEE Quality
Considers the ratio of good products produced versus total products. Address defect rates and scrap.
Why OEE (Overall Equipment Effectiveness) Is Important in Manufacturing
Before you can use this important performance indicator in your industry, every company must understand its importance, which lies in being a reflection of its health in terms of efficiency, that is, using a very simple analogy, it is a status report. general health. of its processes, which supports the analysis of different aspects of its process.
Consider the following relevant OEE points:
"What is not measured cannot be improved. What is not improved is always degraded."
- William Thomson Kelvin

As KPI
- The OEE works as a report of your real efficiency conditions compared to the maximum possible.
- It gives you a master relationship between the planned value of my performance and the actual value, using three pillars.

As Calculate/Metric
- Gives you a ratio measure expressed in the radius of my process based on my current performance versus the maximum possible performance available.
- It facilitates the analysis of areas of opportunity and points of pain or conflict in the processes of any organization, regardless of the type of manufacturing or industry process.

As Process Indicative Value
- Gives you a comparative measure of my performance against the value of a desirable world-class company (85%).
- Gives you both a starting point and a basis for measuring the progress of your process in terms of process improvement.

As Financial KPI
- The use of OEE is not limited to performance; you can use it as an actionable financial perspective by using dollars instead of percentages, obtaining a financial approach to the consequences of inefficiencies affecting profitability.
- Universal understanding through converting percentages to monetary values makes OEE identifiable and actionable for all involved.
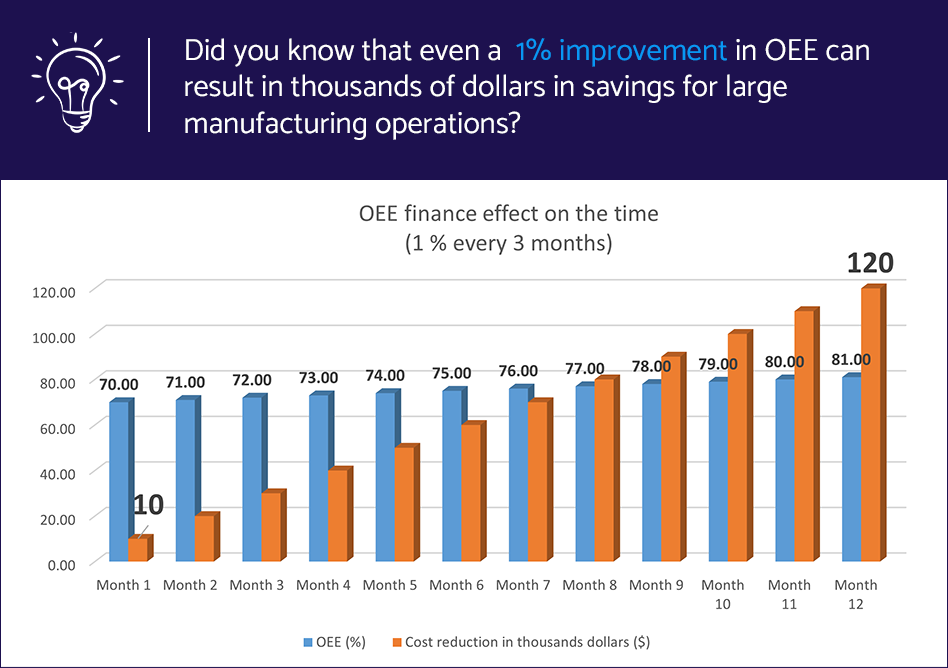
Benefits of Improving OEE From Process and Finance Points of View

Cost reduction
Increased efficiency reduces operating costs by reducing downtime, waste, and rework. If you believe that OEE is only a process indicator, consider that in the industry, a 1% lost OEE can translate into hundreds to thousands of dollars, depending on the industry and business.

Greater productivity
Improved OEE means greater performance with the same resources. The benefit of improving OEE can be reflected in doing more (producing better and with more volume and quality) with less (less time, effort, costs, and errors).

Competitive advantage
Companies with medium to high OEE deliver products faster, with better quality, and without delays, which gives them an advantage in the market and improves customer satisfaction and acquisition.
Contact us today to learn more about how we can help you implement, train, and maintain the Smart Factory MOM solution and count on us to help you overcome any hurdles along the way.
How to Improve OEE in Manufacturing?
Every company wants to improve and have a higher level of OEE, even though this improvement involves a balance between losses and costs, but where to start and how to do it? To improve your OEE, we recommend using a simple methodology breakdown based on 4 simple steps:
Step 1: Evaluate Your Current OEE With Available Tools and Data
Before you can implement any improvement initiative, a critical step is to evaluate your current OEE using the tools and data you already have in place. This initial assessment will help you establish a performance baseline by giving you a clear picture of how well your team and process are currently performing.
In other words, measure and analyze your current OEE (overall equipment effectiveness) and establish your baseline or starting point. This can be done by evaluating availability, performance, and quality separately as OEE pillars.
Break down the components of OEE (availability, performance, quality) to identify specific areas of improvement. This ensures specific actions rather than general approaches.
Having a starting measurement will allow you to:
- Identify inefficiencies.
- Have a clear starting point for specific improvements.
- Have a comparative reference (present-future).
- Laying the foundation for targeted improvements in the future.

How to Calculate OEE?
Learn the exact steps to calculate Overall Equipment Effectiveness (OEE) in our detailed guide.
This can often be achieved using OEE software solutions that provide real-time data on machine performance, downtime, and production issues. This gives you visibility into where losses occur and allows for faster decision-making.
Step 2: Understand Your Current OEE Ratio
Once you have your current OEE status, you must understand what the obtained ratio tells you. To do this, you must understand that as a final metric, it gives you the general status of your process, but also, each pillar tells you how you are participating. and affecting or helping your final evaluation. To understand what the obtained value tells you, use the following simple OEE ratio table:
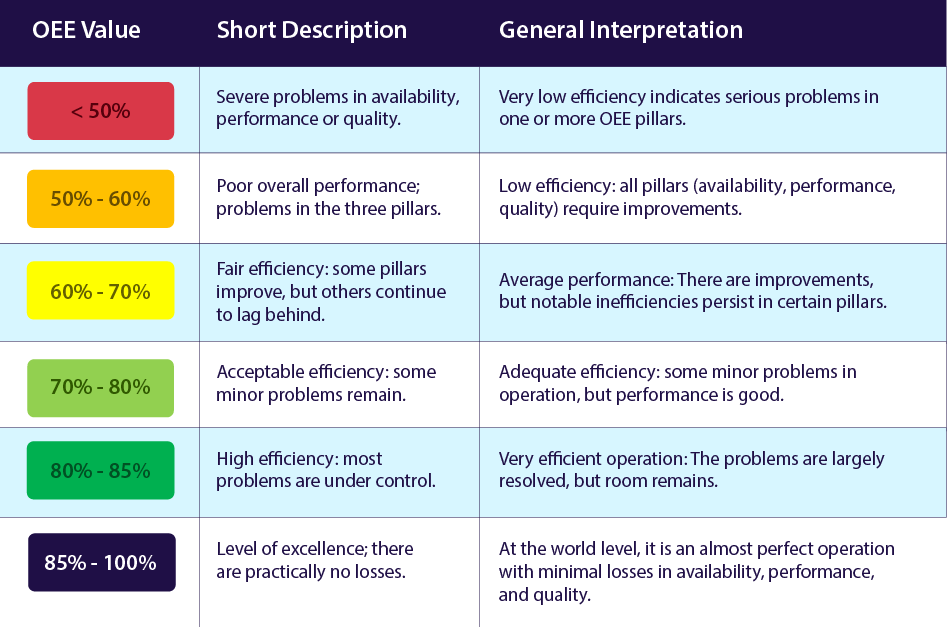
With an OEE index in the medium to very low range, your first step should be to identify which of the three pillars of OEE (availability, performance or quality) is contributing the most to overall inefficiency, that is, which of them has the lowest value as a ratio. This pillar or pillars should be your immediate priority for improvement, as it would represent the weakest link(s) of your entire operation.
Focus your attention with a targeted approach, take action on that pillar of low performance by analyzing the root causes of inefficiency. For example:
a. Availability problems arise (many times) due to frequent unplanned shutdowns, long changeovers or maintenance delays.
b. Performance problems can be caused (in general) by machines that operate below their design speeds, maintain micro-stops, or slow cycles. Quality problems could be due to high defect rates, excess scrap, or frequent rework.
When you use this approach of focusing on the specific pillar that is underperforming you get better results such as:
- Taking precise and focused steps to improve your overall OEE.
- Avoiding diluting your efforts and use resources in all areas.
- Ensuring you that you are addressing the most critical factors affecting the efficiency of your production.
If you obtained an OEE in this range, your production is relatively efficient, although there is considerable room for improvement. Although you may think you have a good range, consider it important to avoid complacency and seek to achieve higher performance and continuous improvement.
Your company may lose focus on improvement by being in a comfortable range. Always prefer to increase general coherence in all pillars and eliminate the “small leaks” that prevent you from achieving higher OEE target levels.
Any company that is in this range deserves congratulations; if you are within the range, you can consider that you are within the world-class for OEE. While reaching 100% is often considered unrealistic (often considered unattainable), being in the 85%+ range would mean your company is among the best in the industry. At this point, your operation is highly efficient, but as is commonly said, it may be less complex to get there than to maintain it, so your attention should focus on maintaining this level while seeking incremental profits that reflect said OEE level financially.
Step 3: OEE Improvement by Best Practices: The 5x3 Smart Factory OEE Improvement Rule
A simple way to improve the pillars of OEE (availability, performance, and quality) is to use industry best practices. To do this, we present the 5×3 rule method of OEE improvements, which considers a practical and systematic approach, considering the 5 key best practices to implement to improve each of the 3 fundamental pillars of OEE (Availability, Performance, and Quality):
1.1 Preventive maintenance: Schedule regular maintenance to avoid unexpected breakdowns.
Example: Plan time-based (weekly, monthly, semi-annual, and annual) or usage-based (numbers of work hours) periodic checks for machine lubrication to reduce unplanned downtime.
1.2 Minimize changeover time: Use SMED (Single minute die exchange) techniques to reduce changeover times.Example: Organize tooling, parts, and components needed for the next product run (order) before the current or previous run (order) ends.
1.3 Improve scheduling accuracy: Ensure accurate production schedules and avoid machine downtime between orders.Example: Look for a lower rate of change and wait between orders using a consistent schedule to avoid machine downtime.
1.4 Monitor and optimize downtime events follow-up: Track and analyze all reasons for downtime to implement targeted improvements.Example: Use a downtime tracking system to track the events, detect trends in the data, and identify areas of opportunity to reduce the root causes of unplanned downtime.
1.5 Implement autonomous maintenance: Train operators to perform basic maintenance tasks that help avoid downtime.Example: Clear maintenance procedures or electronic operating systems (electronic SOPs) can help operators perform simple tasks that prevent major problems.
2.1 Reduction/control of cycle time: Analyze and optimize machine speeds to minimize time per unit.
Example: Do tests or consult your manufacturer to make machine configuration adjustments that optimize speed without sacrificing quality. Consider the capacity limit with necessary quality as a setup margin.
2.2 Eliminate micro stops: Identify and solve small stops (no matter how minor) whenever they slow down production.
Example: A small but recurring problem can be more damaging than an unusually large one; a sensor that fails every 100 pieces in production of millions for a second is more worth it than trying to solve an unusual event that lasted 2 hours.
2.3 Optimize flow and availability of materials: Guarantee materials always available, at the right time and place.
For example, use a Kanban system to avoid material shortages or apply a stock check before starting.
2.4 Improve operator efficiency: Train your operators or equip them with accelerated execution models to make their execution more efficient and minimize delays.
Example: Implement electronic continuous training systems, use guided operating systems, or support processes with electronic procedures to reduce operator errors that cause slowdowns.
2.5 Standardize best practices: Develop and enforce standard operating procedures to ensure consistent performance.
Example: Design and use understandable standardized procedures that contain checklists and information tracking with the option of continuous improvement and direct communication. A standardized operation guarantees adequate and consistent results for its objectives.
3.1 Implement real-time quality monitoring: Use sensors and software that allow you to evaluate quality during production.
Example: Installing a vision system that rejects defective parts, adding an automatic good parts counter, or an electronic reporting system for the acceptance/rejection of parts will allow you to manage your quality more efficiently and actively.
3.2 Reduce process variability: Standardize and control process parameters to ensure consistent product quality.
Example: Apply statistical process controls (SPC) by monitoring equipment sensors and use that analysis to adjust machine settings based on real-time data.
3.3 Train the operator in solving quality problems: Provide exhaustive training on machine operation vs quality standards.
Example: Train your operators on how to detect and prevent defects during production and train them on how to solve them or provide correct follow-up.
3.4 Implement RCA (root cause analysis) for defects: Analyze defects to find and fix the root causes of problems.
Example: Use fishbone diagrams to investigate and resolve recurring quality problems or apply cause trees to find root causes.
3.5 Automated inspections: Automate inspections in early strategic areas to detect defects in the early or key stages of the process.
Example: Break down your process into key quality pain areas and consider strategic inspection points where you can integrate in-line inspection cameras to detect defects before products reach final inspection.
Step 4: Defining Your Next OEE Target to Meet (OEE Expected)
When you have completed the 3 steps of this guide on how to improve your OEE (which considers Evaluating your current state, understanding it, and applying best practices to improve it), you will be able to define your next step and your objective; remember, continuous improvement is not a goal. but a path, therefore it is necessary to define where you want to reach as a goal to achieve; therefore, it will be necessary to define a target to achieve that will allow you to understand the next steps to follow to achieve it.
What Should Be My Objective for OEE in Manufacturing?
To answer the question: What should be my OEE objective? It can be complex but can be easily solved if you consider that there is a ratio parameter usually used to quickly define this objective; consider that, as you can imagine, it is impossible to be infallible, so normally, set your objective and efforts to achieve an OEE value of 85%, considering that it would place you as a world-class company (an aggressive objective and usually considered as a reference for maximum performance in any industry).
While achieving this goal can be challenging, it is essential not to lose sight of the goal or underestimate the effort required to achieve it. Even if reaching 85% is difficult, getting as close to it as possible should always be the focus of your continuous improvement efforts. Ultimately, the goal of improvement should always be to get closer to that ideal level step by step.
An effective and functional strategy to improve OEE in manufacturing is to define incremental objectives that are achievable step by step (while remaining aggressive or objective). Defining these steps over time to gradually increase performance results in a realistic objective method, some options are:
- 0.5 % OEE monthly improvements (passive scenario)
- a 3 to % increase per quarter (aggressive approach)
Any gradual improvement options would allow for constant progress with a realistic approach while addressing problems without overwhelming your teams or overusing your resources. Also, by setting smaller, more achievable milestones, your team will be motivated by providing a clear roadmap for continuous improvement.
Always seek to balance ambition with practicality, ensuring sustained progress towards world-class efficiency while focusing on realistic short-term gains.
Maximize Your Efficiency Today!
Discover how our cutting-edge Smart Factory solutions can help you achieve optimal OEE levels, achieve your optimization goals in availability, performance and quality.